BOTELLAS DE VIDRIO
(Raquel Sanleón Gras. Dpto. Tecnologías del Envase de ainia)
Introducción.
Las botellas de vidrio industriales constituyen uno de los tipos de envases de uso, más comunes en la industria alimentaria, siendo una característica propia de éstos recipientes el pequeño diámetro de la abertura o boca, lo que permite el envasado de productos líquidos.
El vidrio utilizado en la fabricación de botellas es de tipo sodo-cálcico, donde las características diferenciadoras de éstos envases son: el color, el tipo de tapón-tapa aplicable (del que dependerá el tipo de boca a utilizar), así como la elección o no de cápsulas protectoras para su cierre.
Una de las ventajas que poseen las botellas de vidrio, es la mejor conservación del aroma del producto contenido, sobre todo en almacenamientos prolongados, ya que el vidrio es impermeable a los gases, vapores y líquidos.
Por otro lado es químicamente inerte frente a líquidos y productos alimentarios no planteando problemas de compatibilidad. Otra característica es, que es un material higiénico que posee fácil limpieza y es esterilizable, así como inodoro, no transmite los gustos ni los modifica; es la garantía del mantenimiento de las propiedades orgalépticas y de sabor del alimento. Puede colorearse y aportar así una protección frente a los rayos ultravioletas que pudieran dañar al contenido; si se desea transparente permite controlar visualmente al producto.
Características técnicas principales.
Las partes principales de una botella de vidrio se detallan a continuación en el siguiente gráfico:
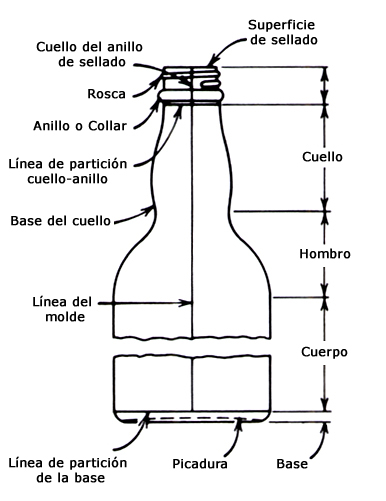 Fig.1. Partes principales de una botella de vidrio.
Por otro lado, en las fichas técnicas deben de constar como mínimo las siguientes características de la botella:
· Diámetro de interior y exterior de la boca (mm)
· Tipo de boca o cierre.
· Altura máxima (mm)
· Capacidad (ml)
· Peso (gramos)
· Color.
La base de la botella es un elemento fundamental, ya que de ella y del espesor de las paredes de la botella de vidrio depende gran parte de su resistencia y equilibrio. En ella deben constar la serie de referencias que se detallan a continuación;
Fig.1. Partes principales de una botella de vidrio.
Por otro lado, en las fichas técnicas deben de constar como mínimo las siguientes características de la botella:
· Diámetro de interior y exterior de la boca (mm)
· Tipo de boca o cierre.
· Altura máxima (mm)
· Capacidad (ml)
· Peso (gramos)
· Color.
La base de la botella es un elemento fundamental, ya que de ella y del espesor de las paredes de la botella de vidrio depende gran parte de su resistencia y equilibrio. En ella deben constar la serie de referencias que se detallan a continuación;
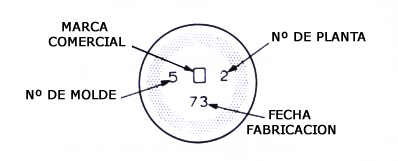 Fig.2. Partes principales de la base de una botella de vidrio.
En función de las especificaciones técnicas de partida que posea la botella se seleccionará el tipo de boca a utilizar, existe normativa muy completa relativa a los diferentes tipos de boca. A continuación se muestran algunos ejemplos de tipos de bocas más habituales para botellas de vidrio;
Fig.2. Partes principales de la base de una botella de vidrio.
En función de las especificaciones técnicas de partida que posea la botella se seleccionará el tipo de boca a utilizar, existe normativa muy completa relativa a los diferentes tipos de boca. A continuación se muestran algunos ejemplos de tipos de bocas más habituales para botellas de vidrio;
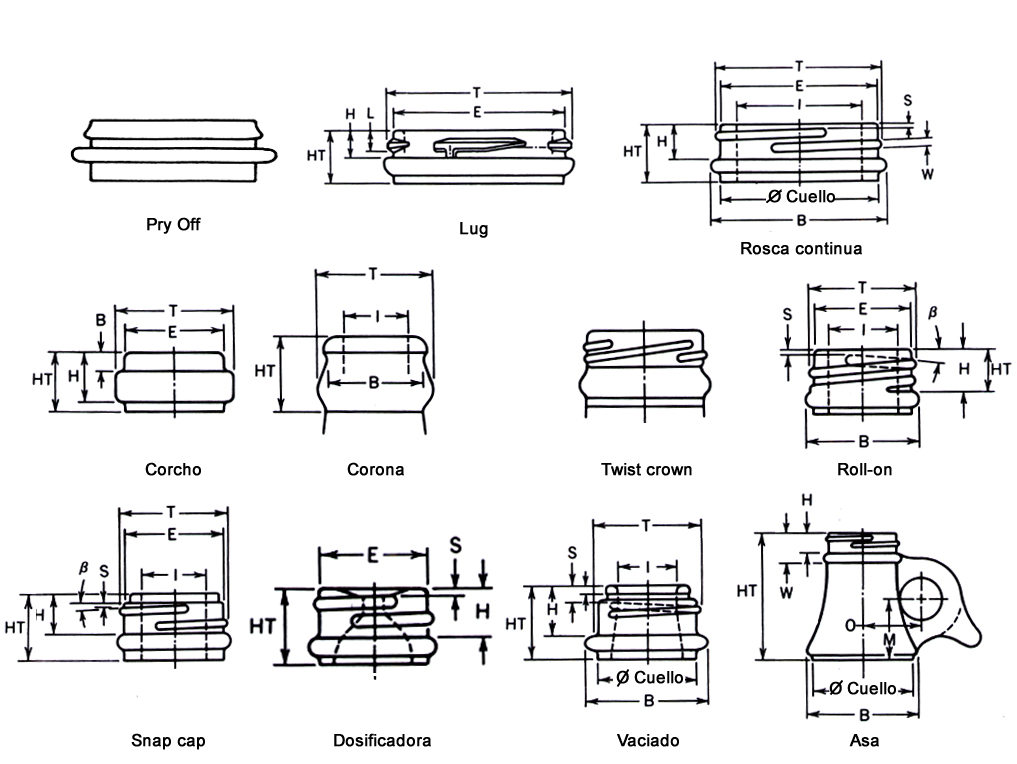 Fig.3. Principales tipos boca de una botellas de vidrio.
La normativa española UNE 126102:2004 establece a modo general una tabla en la que relacionan los principales aspectos de la botella, como son, su capacidad, peso y dimensiones principales, así como, tipo de producto a contener, dicha tabla se muestra a continuación:
Fig.3. Principales tipos boca de una botellas de vidrio.
La normativa española UNE 126102:2004 establece a modo general una tabla en la que relacionan los principales aspectos de la botella, como son, su capacidad, peso y dimensiones principales, así como, tipo de producto a contener, dicha tabla se muestra a continuación:
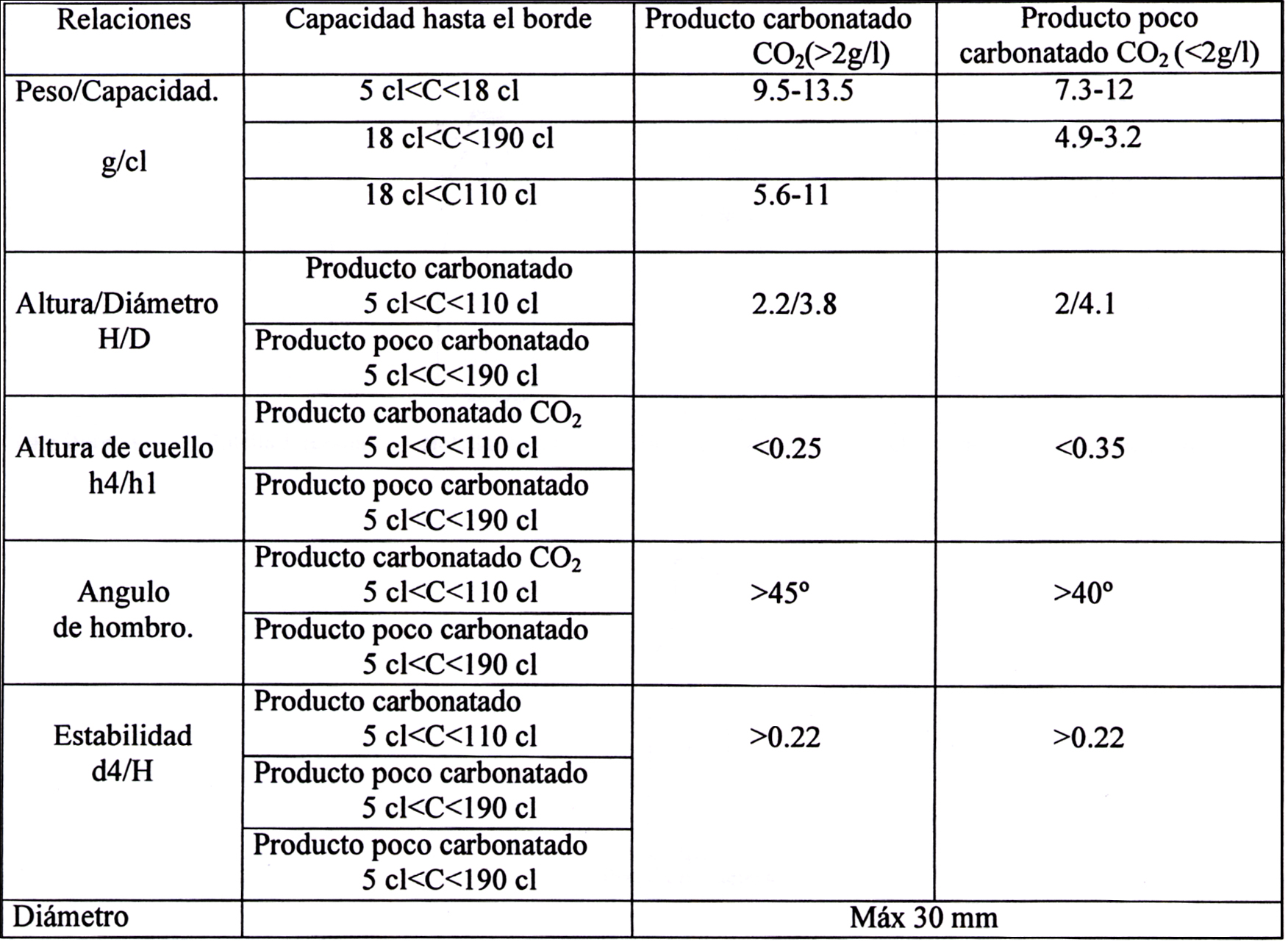
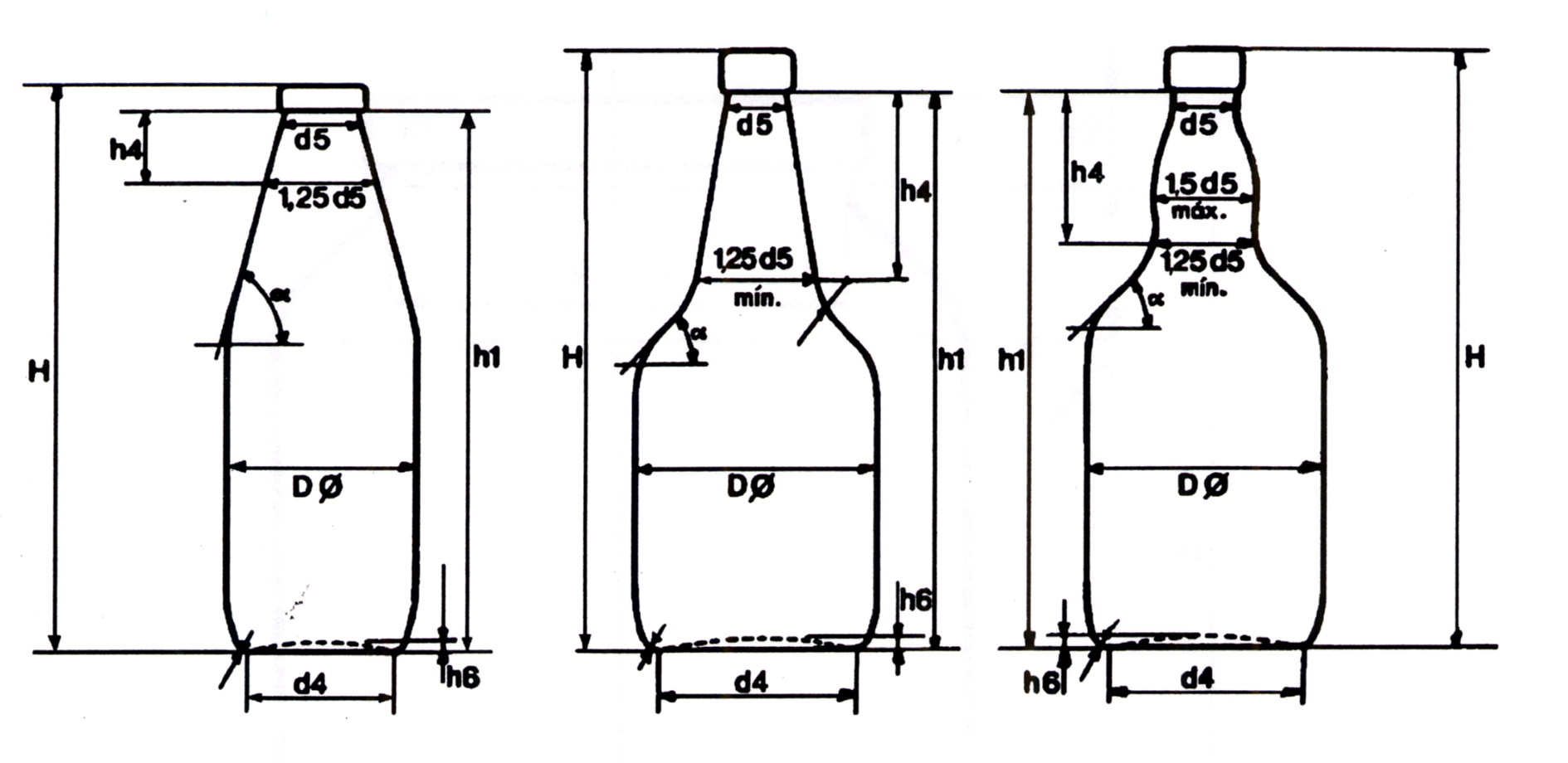 Fig.4. Botellas de vidrio de uso corriente.
Proceso de fabricación
Para la fabricación de botellas se emplea principalmente la técnica de soplado-soplado, aunque el procedimiento de prensado-soplado (desarrollado principalmente para envases de boca ancha) está experimentando gran desarrollo en los envases de boca pequeña, ya que se obtiene un mejor control en el reparto del vidrio.
Las operaciones básicas de la técnica de fabricación de soplado-soplado automático son las siguientes: se vierte cierta cantidad de vidrio fundido en un molde y se presiona con aire contra el fondo del molde. Después se aplica un deflector sobre la parte superior del molde y, se inyecta el aire por la parte inferior, a través del cuello, que forma parte del recipiente. La botella a medio formar, se prensa dentro del molde con un émbolo antes de ser soplado dentro del molde definitivo.
Actualmente para los principales procesos de fabricación de envases de vidrio se utilizan máquinas de tipo IS (Máquinas de sección independiente o individual), siendo alimentadas por hornos de fusión llegando a producir hasta 300 recipientes por minuto, y manipulando más de 100 toneladas de vidrio por día.
Fig.4. Botellas de vidrio de uso corriente.
Proceso de fabricación
Para la fabricación de botellas se emplea principalmente la técnica de soplado-soplado, aunque el procedimiento de prensado-soplado (desarrollado principalmente para envases de boca ancha) está experimentando gran desarrollo en los envases de boca pequeña, ya que se obtiene un mejor control en el reparto del vidrio.
Las operaciones básicas de la técnica de fabricación de soplado-soplado automático son las siguientes: se vierte cierta cantidad de vidrio fundido en un molde y se presiona con aire contra el fondo del molde. Después se aplica un deflector sobre la parte superior del molde y, se inyecta el aire por la parte inferior, a través del cuello, que forma parte del recipiente. La botella a medio formar, se prensa dentro del molde con un émbolo antes de ser soplado dentro del molde definitivo.
Actualmente para los principales procesos de fabricación de envases de vidrio se utilizan máquinas de tipo IS (Máquinas de sección independiente o individual), siendo alimentadas por hornos de fusión llegando a producir hasta 300 recipientes por minuto, y manipulando más de 100 toneladas de vidrio por día.
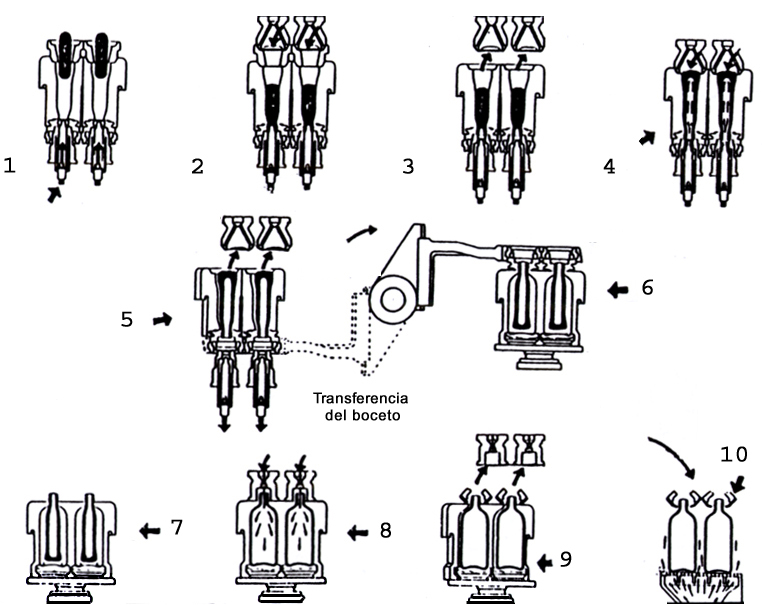 Fig.5. Técnica de soplado-soplado para recipientes de boca estrecha.
Según muestra el diagrama el primer paso (1) consiste en la llegada de la masa de vidrio al formador de bocetos (FB) cerrado a través del embudo. Estando en posición de carga el troquel y el dedal. El siguiente paso es el de la compresión (2), el vidrio es impulsado a bajar hacía el troquel y hasta el molde del anillo (MA) por el aire que pasa por el FB. A continuación (3) se procede al calentamiento del desmoldeador con el troquel bajado, el embudo y el FB permanecerán-levantados. Se procede al relieve anillo o cracking. El siguiente paso es la perforación (4), donde el fondo del bocetador permanecerá bajado. El aire que pasa por el troquel forma el boceto.
En el siguiente paso se procede al calentamiento del boceto (5), con el FB levantado, el troquel bajado y el bocetador abierto, después el boceto es transferido a la acabadora del molde (6), donde está se cierra y el molde del anillo MA esta abierto. A continuación se procede al calentamiento y estirado del boceto (7) para formar de la botella (8) en la acabadora, mediante la campana de soplado se realiza la aplicación de la presión de soplado. La botella es sujeta mediante pinzas (9.) Por último se efectuará, el enfriamiento de la botella (10) mantenida en la placa de espera por las pinzas, posteriormente se realizará el deslizamiento y liberación de la botella sobre la cinta transportadora.
Consultar apartado de vidrio (proceso de fabricación)
Túnel de recocido
Cuando los recipientes salen de la máquina sopladora final, todavía mantienen una temperatura de unos 650ºC y, para evitar la formación de tensiones internas debido al enfriamiento rápido, los recipientes son llevados hacía un túnel o lehr, con temperatura controlada, a través del cual pasan lentamente siendo recalentados y posteriormente enfriados de una forma predeterminada.
Tratamiento de la superficie
La tendencia hacia la producción de envases de vidrio más ligeros determina una mayor aplicación de tratamientos sobre la superficie del vidrio para mantener su resistencia, permitiendo así un flujo suave en las líneas de envasado y mejorando su resistencia a la abrasión.
La primera etapa del tratamiento de la superficie, es la del tratamiento "en caliente" aplicada sobre el transportador que conduce los recipientes desde la máquina formadora hasta el túnel de recocido; generalmente consiste en una pulverización en las botellas calientes de vapor de titanio orgánico o compuestos inorgánicos de estaño, aplicando así una capa delgada del metal sobre la superficie del vidrio, este tratamiento se considera que duplica la resistencia del vidrio.
La segunda etapa o tratamiento "en frío", se aplica a los recipientes recocidos y enfriados a la salida del túnel o lehr, y consiste en aplicar un compuesto orgánico tal como ácido oleico, para aumentar la lubricidad de los recipientes y permitir moverse mejor en las líneas de llenado de alta velocidad.
Si la aplicación de estos materiales para dar tratamiento al vidrio se aplica en niveles excesivos, establece contacto con el anillo del cuello, tienen efectos perjudiciales sobre la eficacia del cierre, la retirada de tapas a torsión y tienden a oxidar las aletas de las tapas. Es recomendable que el fabricante de recipientes mantenga un estrecho contacto con los envasadores de alimentos y los fabricantes de tapas.
Acabado
Los productos de vidrio requieren a veces de operaciones de acabado como; el esmerillado y el pulido. Esto es debido al uso de dados o matrices partidas en las operaciones de soplado-soplado teniendo que remover las marcas y costuras mediante esmerillado y pulido, suele utilizarse para estos fines FeO u óxido de cerio.
Otro tipo de acabado del vidrio es el decorado para convertir todo o parte del vidrio transparente en translúcido, mediante un baño de ácido fluorídrico o por chorro de arena.
La coloración
La coloración del vidrio enes producida mediante adición de óxidos de los elementos pertenecientes a los grupos de transición de la tabla periódica, entre los más utilizados se encuentran el titanio, vanadio, cromo, manganeso, hierro, cobalto, niquel y cobre. Las proporciones suelen ser pequeñas aunque varían con la intensidad de coloración que se desee obtener y con el poder colorante del óxido en cuestión.
Control de calidad e inspección
Para obtener una mayor calidad en la producción de envases, existen medios de control automáticos muy sofisticados, generalmente consisten en máquinas optoelectrónicas que se encargan de realizar controles dimensionales y funcionales del artículo, así como de su aspecto, ya que, son puntos críticos para el cliente. Actualmente en la línea de producción moderna se dispone, de serie:
· Una máquina de control de anillos (diámetro interno del cuello.)
· Un simulador de tensión para eliminar todas las botellas anormalmente frágiles.
· Una máquina de control que evalúa los defectos dimensionales; de espesor, de cualquier microfisura de la superficie, ya que, son puntos críticos para la resistencia mecánica.
· Una máquina de control del aspecto; para eliminar suciedad, partículas de vidrio y defectos de pasta, como granos, burbujas, etc.
· Finalmente los sistemas de lectura de los números del molde a partir de un código de identificación colocado en el artículo, con el fin de asociar cada defecto al molde correspondiente.
Estas máquinas de control van asociadas a un ordenador, donde se almacena y se trata toda la información referente a la selección de los recipientes, con objeto de informar en tiempo real al operario y guiar sus acciones para obtener una mayor calidad. A continuación se muestran algunos ejemplos de controles efectuados en botellas de vidrio;
Fig.5. Técnica de soplado-soplado para recipientes de boca estrecha.
Según muestra el diagrama el primer paso (1) consiste en la llegada de la masa de vidrio al formador de bocetos (FB) cerrado a través del embudo. Estando en posición de carga el troquel y el dedal. El siguiente paso es el de la compresión (2), el vidrio es impulsado a bajar hacía el troquel y hasta el molde del anillo (MA) por el aire que pasa por el FB. A continuación (3) se procede al calentamiento del desmoldeador con el troquel bajado, el embudo y el FB permanecerán-levantados. Se procede al relieve anillo o cracking. El siguiente paso es la perforación (4), donde el fondo del bocetador permanecerá bajado. El aire que pasa por el troquel forma el boceto.
En el siguiente paso se procede al calentamiento del boceto (5), con el FB levantado, el troquel bajado y el bocetador abierto, después el boceto es transferido a la acabadora del molde (6), donde está se cierra y el molde del anillo MA esta abierto. A continuación se procede al calentamiento y estirado del boceto (7) para formar de la botella (8) en la acabadora, mediante la campana de soplado se realiza la aplicación de la presión de soplado. La botella es sujeta mediante pinzas (9.) Por último se efectuará, el enfriamiento de la botella (10) mantenida en la placa de espera por las pinzas, posteriormente se realizará el deslizamiento y liberación de la botella sobre la cinta transportadora.
Consultar apartado de vidrio (proceso de fabricación)
Túnel de recocido
Cuando los recipientes salen de la máquina sopladora final, todavía mantienen una temperatura de unos 650ºC y, para evitar la formación de tensiones internas debido al enfriamiento rápido, los recipientes son llevados hacía un túnel o lehr, con temperatura controlada, a través del cual pasan lentamente siendo recalentados y posteriormente enfriados de una forma predeterminada.
Tratamiento de la superficie
La tendencia hacia la producción de envases de vidrio más ligeros determina una mayor aplicación de tratamientos sobre la superficie del vidrio para mantener su resistencia, permitiendo así un flujo suave en las líneas de envasado y mejorando su resistencia a la abrasión.
La primera etapa del tratamiento de la superficie, es la del tratamiento "en caliente" aplicada sobre el transportador que conduce los recipientes desde la máquina formadora hasta el túnel de recocido; generalmente consiste en una pulverización en las botellas calientes de vapor de titanio orgánico o compuestos inorgánicos de estaño, aplicando así una capa delgada del metal sobre la superficie del vidrio, este tratamiento se considera que duplica la resistencia del vidrio.
La segunda etapa o tratamiento "en frío", se aplica a los recipientes recocidos y enfriados a la salida del túnel o lehr, y consiste en aplicar un compuesto orgánico tal como ácido oleico, para aumentar la lubricidad de los recipientes y permitir moverse mejor en las líneas de llenado de alta velocidad.
Si la aplicación de estos materiales para dar tratamiento al vidrio se aplica en niveles excesivos, establece contacto con el anillo del cuello, tienen efectos perjudiciales sobre la eficacia del cierre, la retirada de tapas a torsión y tienden a oxidar las aletas de las tapas. Es recomendable que el fabricante de recipientes mantenga un estrecho contacto con los envasadores de alimentos y los fabricantes de tapas.
Acabado
Los productos de vidrio requieren a veces de operaciones de acabado como; el esmerillado y el pulido. Esto es debido al uso de dados o matrices partidas en las operaciones de soplado-soplado teniendo que remover las marcas y costuras mediante esmerillado y pulido, suele utilizarse para estos fines FeO u óxido de cerio.
Otro tipo de acabado del vidrio es el decorado para convertir todo o parte del vidrio transparente en translúcido, mediante un baño de ácido fluorídrico o por chorro de arena.
La coloración
La coloración del vidrio enes producida mediante adición de óxidos de los elementos pertenecientes a los grupos de transición de la tabla periódica, entre los más utilizados se encuentran el titanio, vanadio, cromo, manganeso, hierro, cobalto, niquel y cobre. Las proporciones suelen ser pequeñas aunque varían con la intensidad de coloración que se desee obtener y con el poder colorante del óxido en cuestión.
Control de calidad e inspección
Para obtener una mayor calidad en la producción de envases, existen medios de control automáticos muy sofisticados, generalmente consisten en máquinas optoelectrónicas que se encargan de realizar controles dimensionales y funcionales del artículo, así como de su aspecto, ya que, son puntos críticos para el cliente. Actualmente en la línea de producción moderna se dispone, de serie:
· Una máquina de control de anillos (diámetro interno del cuello.)
· Un simulador de tensión para eliminar todas las botellas anormalmente frágiles.
· Una máquina de control que evalúa los defectos dimensionales; de espesor, de cualquier microfisura de la superficie, ya que, son puntos críticos para la resistencia mecánica.
· Una máquina de control del aspecto; para eliminar suciedad, partículas de vidrio y defectos de pasta, como granos, burbujas, etc.
· Finalmente los sistemas de lectura de los números del molde a partir de un código de identificación colocado en el artículo, con el fin de asociar cada defecto al molde correspondiente.
Estas máquinas de control van asociadas a un ordenador, donde se almacena y se trata toda la información referente a la selección de los recipientes, con objeto de informar en tiempo real al operario y guiar sus acciones para obtener una mayor calidad. A continuación se muestran algunos ejemplos de controles efectuados en botellas de vidrio;
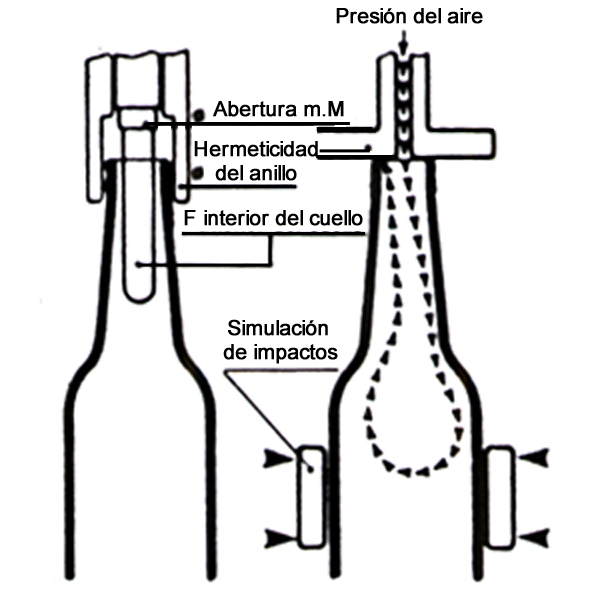 Fig.6. Controles dimensionales.
Fig.6. Controles dimensionales.
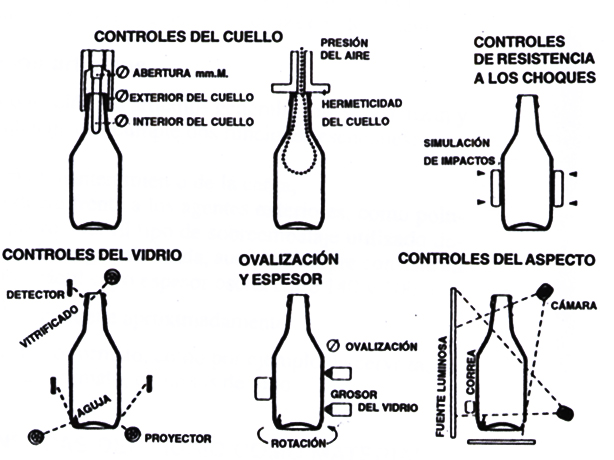 Fig.7. Fundamento de los controles en la línea de producción.
Máquinas cerradoras y Taponadoras
Las máquinas cerradoras de envases para botellas de vidrio, poseen medios suministradores de tapones y cierres que confluyen en una zona de cerrado. Estas máquinas están equipadas con cabezales de roscar y sistemas de tapado, con el fin de ofrecer a los fabricantes y envasadores sistemas avanzados de cerrado. Abarcan capacidades desde los 100ml hasta los 2000 ml.
Existen gran diversidad de taponadoras que se ajustan a un amplio espectro de sectores industriales. Pueden trabajar con diferentes tipos de cierre y tapones; tapones metálicos, de plástico, de diferentes tamaños, tapones irrellenables, etc. A continuación se muestran las tipologías principales de máquinas:
· Rotativas.
· Lineales.
· Máquinas Descapsuladora.
· Taponadora semiautomática.
Etiquetado de botellas
Por encima de 60 botellas/min, las máquinas de etiquetado semiautomáticas son adecuadas. Necesitan un operario que transporte el envase a la máquina, la cual encola y pega la etiqueta en una vuelta. Aparte del método de manejo del envase, existen tres sistemas diferentes de aplicación del adhesivo, comunes en todas las etiquetadoras automáticas:
· Aplicación directa del adhesivo a las etiquetas, éstas sujetas a la máquina mediante pinzas.
· Aplicación del adhesivo mediante plancha giratoria que, en una vuelta aplica el adhesivo a la etiqueta.
· Impregnación ligeramente menor del adhesivo en botellas que en las etiquetas, pegando a continuación la etiqueta a la botella.
Según la aplicación de la etiqueta, número y posición, si ha de despegarse o no en el lavado, etc., se seleccionará un método u otro.
Aplicaciones.
En el campo industrial el empleo del vidrio interviene en sectores muy variados que cubren una amplia gama de productos, para las botellas de vidrio las tipologías más comunes son las siguientes:
· Botellas de vidrio con revestimiento de seguridad.
· Botellas de vidrio con tapón.
· Botellas de vidrio con tapón de cápsula.
· Botellas de vidrio con tapón de corcho.
· Botellas de vidrio con tapón de rosca.
· Botellas de vidrio de medio galón.
· Botellas de vidrio forradas de plástico.
· Botellas de vidrio para aceites para motores.
· Botellas de vidrio para agua mineral.
· Botellas de vidrio para bebidas.
· Botellas de vidrio para cerveza.
· Botellas de vidrio para Champagne.
· Botellas de vidrio para gaseosas y zumos de fruta.
· Botellas de vidrio para leche.
· Botellas de vidrio para licores.
· Botellas de vidrio para productos químicos.
· Botellas de vidrio para suero de sangre.
· Botellas de vidrio para vino.
El cierre en envases de vidrio
El cierre es un elemento fundamental para garantizar la estanqueidad del recipiente en su totalidad. Las bocas y secciones de bocas de las botellas, están adaptadas a los distintos tapones utilizados y están normalizadas, según se trate del tipo de tapón incorporado (ver apartado de normativa de este documento.)
Los tipos de cierres para el sellado de recipientes de vidrio pueden dividirse en tres grupos principales según su misión:
· Sellados normales (para presión atmosférica): son cierres para dar un buen sellado cuando las presiones externas e internas son aproximadamente iguales. Son capaces de aguantar pequeños cambios de presión tales como, los causados por cambios en la temperatura ambiental.
· Sellados de presión: son aquellos que soportan altas presiones internas tales como, las que ocurren en bebidas carbónicas.
· Sellados de vacío: son los que deben dar un cerrado hermético donde las presiones internas del recipiente son inferiores a las exteriores.
En cuanto a los tapones, el material de taponado más utilizado es el corcho, sobre todo en productos como el vino, y puede ser de corcho natural, de corcho aglomerado o una mezcla de ambos.
Los materiales plásticos más comunes para el compuesto del tapón, suelen ser de PVC y materiales sintéticos.
Los metales se utilizan en diversas formas, el cierre se consigue por aplicación sobre la abertura del recipiente de un tapón o cápsula.
· Tapones corona: cápsulas de hojalata o hierro cromado barnizado y decolorado, con faldón ondulado provisto de una junta interna a encajar sobre la boca del envase.
· Cápsulas de presión o tapones de tornillo, suelen ser de aluminio, y poseen una junta interna y una falda más o menos elevada preenroscada o no.
A continuación se muestran imágenes de los tipos de tapones más comunes;
Fig.7. Fundamento de los controles en la línea de producción.
Máquinas cerradoras y Taponadoras
Las máquinas cerradoras de envases para botellas de vidrio, poseen medios suministradores de tapones y cierres que confluyen en una zona de cerrado. Estas máquinas están equipadas con cabezales de roscar y sistemas de tapado, con el fin de ofrecer a los fabricantes y envasadores sistemas avanzados de cerrado. Abarcan capacidades desde los 100ml hasta los 2000 ml.
Existen gran diversidad de taponadoras que se ajustan a un amplio espectro de sectores industriales. Pueden trabajar con diferentes tipos de cierre y tapones; tapones metálicos, de plástico, de diferentes tamaños, tapones irrellenables, etc. A continuación se muestran las tipologías principales de máquinas:
· Rotativas.
· Lineales.
· Máquinas Descapsuladora.
· Taponadora semiautomática.
Etiquetado de botellas
Por encima de 60 botellas/min, las máquinas de etiquetado semiautomáticas son adecuadas. Necesitan un operario que transporte el envase a la máquina, la cual encola y pega la etiqueta en una vuelta. Aparte del método de manejo del envase, existen tres sistemas diferentes de aplicación del adhesivo, comunes en todas las etiquetadoras automáticas:
· Aplicación directa del adhesivo a las etiquetas, éstas sujetas a la máquina mediante pinzas.
· Aplicación del adhesivo mediante plancha giratoria que, en una vuelta aplica el adhesivo a la etiqueta.
· Impregnación ligeramente menor del adhesivo en botellas que en las etiquetas, pegando a continuación la etiqueta a la botella.
Según la aplicación de la etiqueta, número y posición, si ha de despegarse o no en el lavado, etc., se seleccionará un método u otro.
Aplicaciones.
En el campo industrial el empleo del vidrio interviene en sectores muy variados que cubren una amplia gama de productos, para las botellas de vidrio las tipologías más comunes son las siguientes:
· Botellas de vidrio con revestimiento de seguridad.
· Botellas de vidrio con tapón.
· Botellas de vidrio con tapón de cápsula.
· Botellas de vidrio con tapón de corcho.
· Botellas de vidrio con tapón de rosca.
· Botellas de vidrio de medio galón.
· Botellas de vidrio forradas de plástico.
· Botellas de vidrio para aceites para motores.
· Botellas de vidrio para agua mineral.
· Botellas de vidrio para bebidas.
· Botellas de vidrio para cerveza.
· Botellas de vidrio para Champagne.
· Botellas de vidrio para gaseosas y zumos de fruta.
· Botellas de vidrio para leche.
· Botellas de vidrio para licores.
· Botellas de vidrio para productos químicos.
· Botellas de vidrio para suero de sangre.
· Botellas de vidrio para vino.
El cierre en envases de vidrio
El cierre es un elemento fundamental para garantizar la estanqueidad del recipiente en su totalidad. Las bocas y secciones de bocas de las botellas, están adaptadas a los distintos tapones utilizados y están normalizadas, según se trate del tipo de tapón incorporado (ver apartado de normativa de este documento.)
Los tipos de cierres para el sellado de recipientes de vidrio pueden dividirse en tres grupos principales según su misión:
· Sellados normales (para presión atmosférica): son cierres para dar un buen sellado cuando las presiones externas e internas son aproximadamente iguales. Son capaces de aguantar pequeños cambios de presión tales como, los causados por cambios en la temperatura ambiental.
· Sellados de presión: son aquellos que soportan altas presiones internas tales como, las que ocurren en bebidas carbónicas.
· Sellados de vacío: son los que deben dar un cerrado hermético donde las presiones internas del recipiente son inferiores a las exteriores.
En cuanto a los tapones, el material de taponado más utilizado es el corcho, sobre todo en productos como el vino, y puede ser de corcho natural, de corcho aglomerado o una mezcla de ambos.
Los materiales plásticos más comunes para el compuesto del tapón, suelen ser de PVC y materiales sintéticos.
Los metales se utilizan en diversas formas, el cierre se consigue por aplicación sobre la abertura del recipiente de un tapón o cápsula.
· Tapones corona: cápsulas de hojalata o hierro cromado barnizado y decolorado, con faldón ondulado provisto de una junta interna a encajar sobre la boca del envase.
· Cápsulas de presión o tapones de tornillo, suelen ser de aluminio, y poseen una junta interna y una falda más o menos elevada preenroscada o no.
A continuación se muestran imágenes de los tipos de tapones más comunes;
 Fig. 8. Tipos de tapones para botellas de vidrio.
En cuanto a las cápsulas son elementos que a parte de proteger la manipulación del cierre, ofrecen una mejor apariencia de la botella: En la actualidad existen diversos tipos de materiales para fabricar cápsulas dejando de lado al plomo debido a razones medioambientales, entre ellos tenemos;
· Material Poliaminado (complejo), formado por dos láminas de aluminio que cubren una lámina de polietileno. Su apariencia es semejante a la del plomo debido a que su capa exterior es de aluminio.
· PVC, pudiendo obtenerse acabados metálicos a costes muy bajos permitiendo decoraciones con acabados de alta calidad.
Normativa.
Para tener en cuenta todos los requisitos indispensables para que los envases de vidrio tipo tarros o frascos, cumplan con la normativa establecida en su caso, a continuación se citan las principales referencias:
Fig. 8. Tipos de tapones para botellas de vidrio.
En cuanto a las cápsulas son elementos que a parte de proteger la manipulación del cierre, ofrecen una mejor apariencia de la botella: En la actualidad existen diversos tipos de materiales para fabricar cápsulas dejando de lado al plomo debido a razones medioambientales, entre ellos tenemos;
· Material Poliaminado (complejo), formado por dos láminas de aluminio que cubren una lámina de polietileno. Su apariencia es semejante a la del plomo debido a que su capa exterior es de aluminio.
· PVC, pudiendo obtenerse acabados metálicos a costes muy bajos permitiendo decoraciones con acabados de alta calidad.
Normativa.
Para tener en cuenta todos los requisitos indispensables para que los envases de vidrio tipo tarros o frascos, cumplan con la normativa establecida en su caso, a continuación se citan las principales referencias:
| UNE 126102:2004 | Envases de vidrio. Terminología vidriera. Dimensiones de un recipiente de vidrio. |
| UNE 126103:1995 | Envases de vidrio. Resistencia a la carga vertical. Método de ensayo.1 |
| UNE 126104:1995 | Envases de vidrio. Determinación de la capacidad por el método gravimétrico. Método de ensayo. |
| UNE 126105:1995 | Envases de vidrio. Resistencia al choque térmico y aguante al choque térmico. Métodos de ensayo. |
| UNE 126107:2001 | Envases de vidrio. Lixiviación. Métodos de ensayo. |
| UNE 126108:2001 | Envases de vidrio. Muesca de centrado. Características dimensionales. |
| UNE 126106:1995 | Envases de vidrio. Resistencia a la presión interna. Métodos de ensayo. |
| UNE 126201:2001 | Envases de vidrio. Botellas de vidrio tipo Bordelesa. Características generales. |
| UNE 126202:2001 | Envases de vidrio. Botellas de vidrio tipo Borgoña. Características generales. |
| UNE 126203:2001 | Envases de vidrio. Botellas de vidrio tipo Rhin. Características generales. |
| UNE 126204:2002 | Envases de vidrio. Botellas de vidrio tipo Cava. Características generales. |
| UNE 126205:2001 | Envases de vidrio. Botellas de vidrio tipo Jerezana. Características generales. |
| UNE 126206:1996 | Envases de vidrio. Botella 6 estrellas 1 litro. Características generales. |
| UNE 126207:1996 | Envases de vidrio. Botellas de vidrio tipo volga. Características generales. |
| UNE 126401/1M:2002 | Envases de vidrio. Bocas. Perfiles de boca para cierre con tapón corona. |
| UNE 126401:1992 | Envases de vidrio. Bocas. Perfiles de boca para cierre con tapón corona. |
| UNE 126402:1994 | Envases de vidrio. Bocas. Perfiles de boca para cierre con tapón cabezado. |
| UNE 126404:2002 | Envases de vidrio. Perfiles de boca. Bocas para cierre de rosca. Serie pilferproof. |
| UNE 126406:2001 | Envases de vidrio. Bocas. Perfiles de boca para cierre con tapón corona 29 mm para botellas destinadas a cava, espumosos, sidra y granvás. |
| UNE 126407:2002 | Envases de vidrio. Bocas. Perfiles de boca para cierre con tapón irrellenable. |
| UNE 43715:1980 | Ensayos de vidrio. Método de examen polariscópico de envases de vidrio. |
| UNE-EN 29009:1995 | Envases de vidrio. Altura y falta de paralelismo boca-fondo. Métodos de ensayo. (ISO 9009:1991). |
Enlaces de interés
|